
वेल्डिंग की गति
हाथ से आयोजित लेजर वेल्डिंग ऑपरेशन में, वेल्डिंग गति मुख्य रूप से वेल्डिंग जोड़ को हिलाने वाले ऑपरेटर की गति को संदर्भित करती है, जो लेजर पावर, वायर फीडिंग गति और अन्य मापदंडों से निकटता से संबंधित है।सबसे पहले, न तो बहुत तेज़ और न ही बहुत धीमी वेल्डिंग गति की अनुमति है।यदि बहुत तेज़ है, तो प्रवेश अपर्याप्त है, और वेल्डिंग की गुणवत्ता खराब है।यदि बहुत धीमी है, तो सामग्री में प्रवेश हो सकता है।वेल्डिंग शक्ति के अनुसार पर्याप्त पैठ होने पर एकसमान गति बनाये रखनी चाहिए।

स्टेनलेस स्टील वेल्डिंग
यह आश्वस्त करने वाली बात है कि, हालांकि एकसमान गति अत्यधिक मांग वाली लगती है, वास्तविक संचालन में बार-बार परीक्षण करके आदर्श वेल्डिंग गति का पता लगाना आसान है।पारंपरिक वेल्डिंग की तुलना में, हाथ से आयोजित लेजर वेल्डिंग तेज और अनुकूलित करने में आसान है, जो इसके सबसे बड़े फायदों में से एक है।
सुरक्षा करने वाली गैस
परिरक्षण गैस के दो मुख्य कार्य हैं:
1.सामग्री की सतह पर ऑक्साइड फिल्म से बचने के लिए स्थानीय वेल्डिंग क्षेत्र से हवा हटा दें;
2.2.उच्च शक्ति लेजर वेल्डिंग के दौरान उत्पन्न प्लाज्मा बादल को दबाएँ।
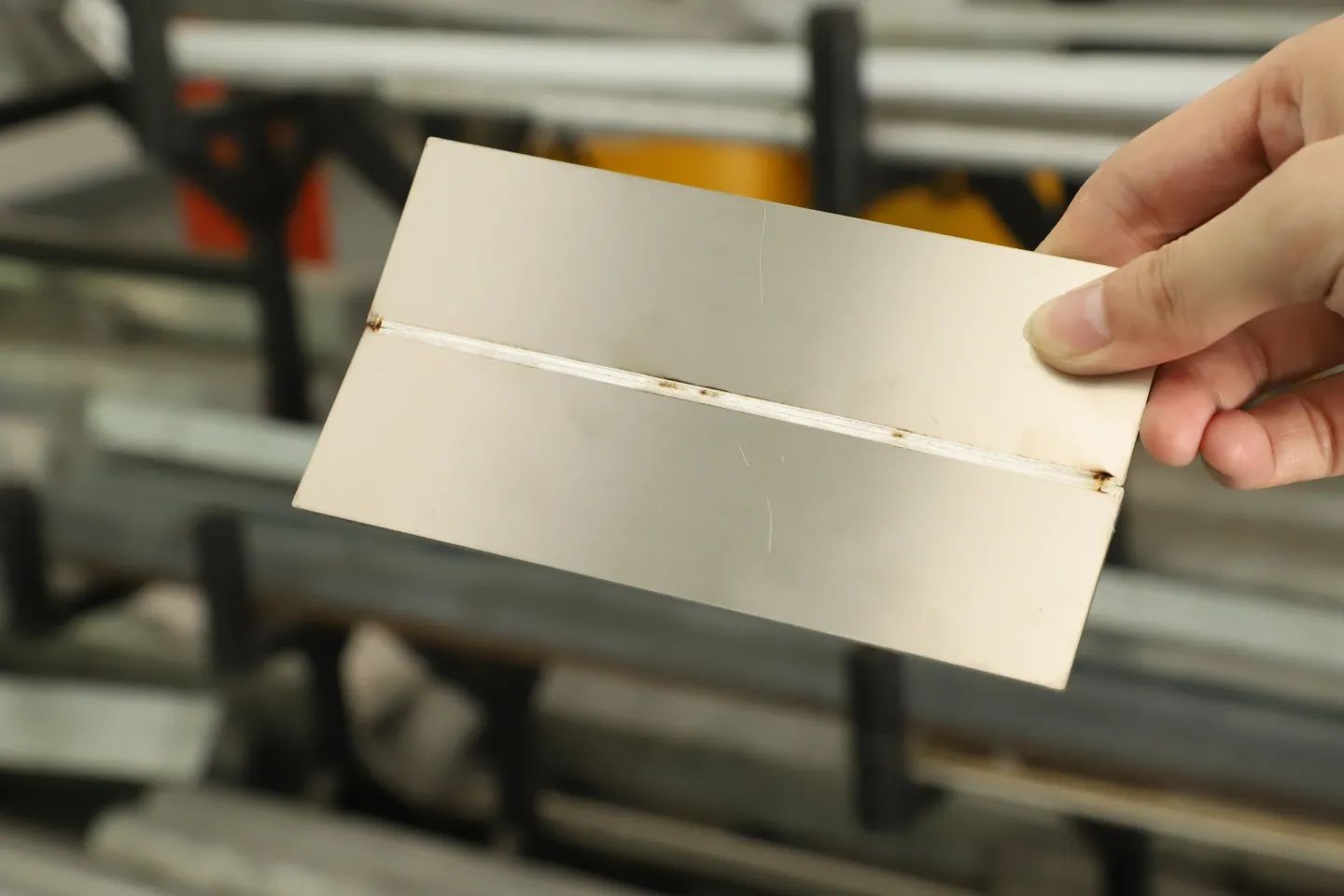
स्टेनलेस स्टील तार रहित वेल्डिंग
वास्तविक संचालन प्रक्रिया में, परिरक्षण गैस का सबसे सहज प्रभाव वेल्ड रंग का परिवर्तन है।स्टेनलेस स्टील वेल्डिंग की प्रक्रिया में, यदि परिरक्षण गैस का दबाव अपर्याप्त है, या वेल्डिंग की गति बहुत तेज है, तो गैस कवरेज पर्याप्त नहीं है, वेल्ड सीम को पीला और काला करना आसान है, और सौंदर्य की डिग्री बहुत कम हो गया है.इसी प्रकार, परिरक्षण गैस मापदंडों को सही ढंग से समायोजित करने के लिए, बुनियादी उपकरण कमीशनिंग आवश्यक है।कमीशनिंग प्रक्रिया के दौरान, कई समस्याओं से बचने के लिए वेल्डिंग गति के परिवर्तन को नियंत्रित करने पर ध्यान दिया जाना चाहिए।हाथ से आयोजित लेजर वेल्डिंग करते समय किन बातों पर ध्यान देना चाहिए: वेल्ड सीम पीला हो सकता है क्योंकि हवा का दबाव ठीक से समायोजित नहीं होता है।
पोस्ट समय: जनवरी-30-2023